

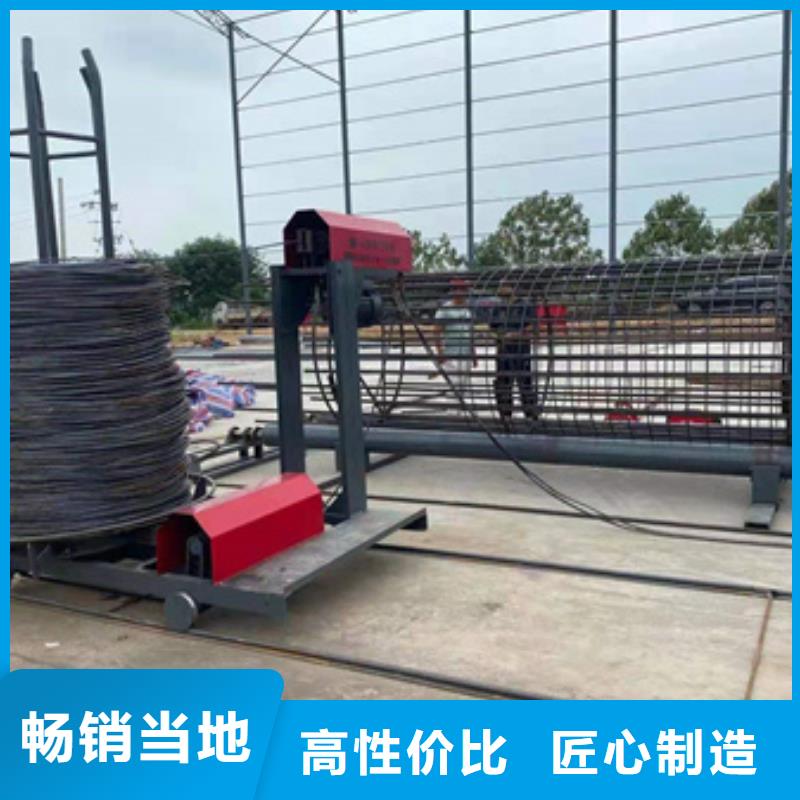

钢筋笼绕笼机厂家资质齐全
.在操作钢筋笼滚焊机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋笼滚焊机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼滚焊机工作的过程中我们应该及时的观察运行状况,如有异常情况的发生必须停机进行检修,避免造成大的故障。4.在使用玩钢筋笼滚焊机我们应该及时做好清洁保养工作,定期对需要润滑部位加注润滑油以保证钢筋笼滚焊机的正常运行。如何的操作数控钢筋笼滚焊机,数控钢筋笼滚焊机在钢筋加工行业得到了广泛的使用,数控钢筋笼滚焊机不仅大大的提高了工作的效率,而且还得到了一定的质量保证,只有按照正确的操作规程才能延长数控钢筋笼滚焊机的使用寿命,那么我们如何的操作数控钢筋笼滚焊机呢?接下来我们大家一起来简单的了解下吧。全自动数控钢筋笼绕筋机钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,那么未来工程机械可能出现哪些趋势呢?升级换代速度加快随着现代高新技术的发展,世界工程机械产品的技术发展和创新更加迅速,更新换代的周期越来越短,产品族群得以拓展,产品系列日臻完善。

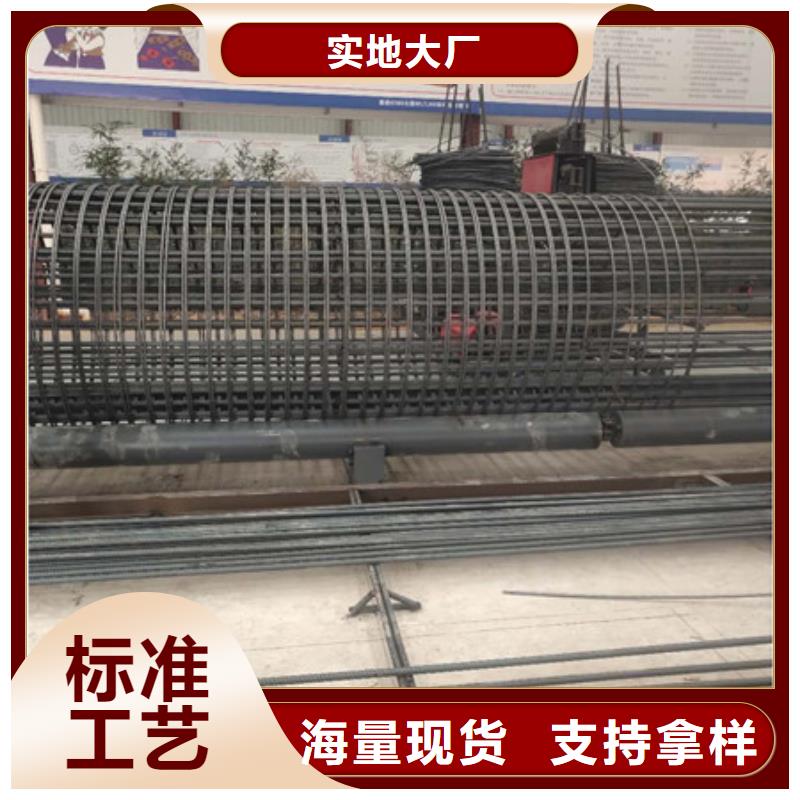
简单使用1.自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。自动钢筋笼绕筋机5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备解决了钢筋笼滚焊机不容易同时双盘筋同时缠绕问题钢筋笼绕筋机所有生产材料严格使标准钢材,研发生产严谨,故障率远低于行业平均水平,本司郑重承诺绕筋机整机质保一月,不止要把好产品售去,还要给客户提供优质产品卖出后服务,时间为客户安装设备,时间为客户解决问题。使用参数:1、型号;JMRLJ-3000(按基本型配置)2、加工范围;钢筋笼直径φ600---φ3000mm长度12m(可以加长)3、绕筋线速;0---15.4m/min(i=59*1.25=73.75)4、小车速度;0---1.38m/min(i=593)5,胶辊电机;Y90L-4功率4kw6、小车电机;Y90L-4功率1.5kw7、整机质?量;3500kg8、外形尺寸;主机13m*1.8m*0.8m?小车?15m*1.3m*1.5m9、安装尺寸;16M*4M需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。设备、价格合理
 <齐齐哈尔>建贸机械设备有限公司
<齐齐哈尔>建贸机械设备有限公司
13、绕筋机工作中完毕后,断开开关电源、源。清洗工业设备并给润化位置给油,搞好清洁卫生工作中。14、滚焊机工作中时,实际操作工作人员务必带着护目镜。滚笼机的正确使用方法小编已经介绍给大家,更多内容咨询,欢迎您致电本站客服。随着全球经济的发展,建筑业和道路交通事业突飞猛进。通常我们把钻孔灌溉、挖孔桩、立柱等预制件的钢筋结构叫钢筋笼。钢筋滚笼机的操作步骤分为哪几步呢?我们一起来看一下。1、钢筋滚笼机入场后,依照整体规划将原料归类储放并填好相对的原材料标识标牌,含建筑钢筋生产厂家信息内容、生产制造批号、入场时间、自查及申报状况等。
jmc 98961
98961

锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机